Instrumentenbau / Bemerkungen
Bilder von der Herstellung, Bemerkungen
Bei der Herstellung der Gitarren und Bässe verwende ich ausschliesslich gut getrocknetes Holz mit einer Holzfeuchtigkeit von etwa 8%. Feuchteres Holz als 8% soll man nicht für Instrumente verwenden. Holz schwindet und wächst immer – auch wenn es jahrzehntelang sorgfältig getrocknet wurde – weil es sich der Luftfeuchtigkeit anpasst. Das Holz beziehe ich meistens von der Genossenschaft Hobel. Diese Schreinerei in Zürich hat ein grosses Holzlager.
Die Pickups für die Bässe sind meist Delano Pickups, diejenigen für die Gitarren kommen von EMG. Bei den Stegen, Mechaniken und Knöpfen ziehe ich Produkte der Firma Schaller vor. Die meisten anderen Hardwareteile beziehe ich von StewMac.
Meine Gitarren und Bässe kann man kaufen bzw. bestellen:
Ich stelle E-Bässe und E-Gitarren nach Ihren Wünschen her. Form und Holzart sowie die Hardware können weitgehend gewählt werden.
Die Materialkosten liegen bei ca. CHF 1600.–. Die Fertigung kostet – je nach Instrumententyp – zwischen CHF 1500.– und CHF 3000.–.
Alle von mir hergestellten Gitarren und Bässe sind handgefertigte Einzelexemplare.
Nachfolgend einige Bilder und Erklärungen zu meiner Arbeitsweise und einige Bemerkungen.

Der Hals an meinen Gitarren und Bässen ist fast immer durchgehend. Dazu brauche ich ein Stück Holz von ca. 45 mm Dicke das 10 cm breit ist. Diesen – meist aus 5 Teilen verleimten – Rohling stelle ich mit grossen Holzbearbeitungsmaschinen her. Alle folgenden Schritte der Herstellung mache ich von «Hand». Natürlich gebrauche ich dabei auch Kleinmaschinen wie Bohrmaschinen, Oberfräsen usw.
Hier im Bild sieht man die Entstehung der Schräge der Kopfplatte.

Ein bisschen später sieht der Hals dann so aus.
Das Holzstück rechts wurde im Bereich des Griffbretts auf der unteren Seite des Halses abgesägt, um die Formgebung des Halses von Hand zu erleichtern. Die definitive Halsform entsteht durch Hobeln, Feilen/Raspeln und Schleifen.

Man sieht hier, wie der Hals geformt wird. Bereits grob fertiggestellt ist die Volute.
Es ist wichtig, dass die einzelnen Holzstreifen, die zu einem Hals verleimt wurden, präzise gehobelt und kalibriert sind und mit hohem Druck verleimt werden. Die Breite der Leimfläche misst nach dem Fräsen der Carbonstäbe nur noch ca. 2 mm.

Wenn der Hals nicht durchgehend ist, muss er geschraubt oder eingeleimt werden. Hier ein Hals der später an einer Rickenbaker Kopie eingeleimt wurde.

Hier der obere Teil des zweiteiligen Bodys, in den der oben gezeigte Hals eingeleimt wurde.

Hier wird der hohle Body in der Dicke zusammengeleimt und gleichzeitig der Hals eingeleimt.

Hier wurden an einem Hals drei Nuten eingefräst. Die zwei äusseren dienen dazu, die Carbonstäbe zur Verstärkung des Halses einzuleimen. In die mittlere Nut wird der Trussrod eingelegt.

Das Foto zeigt eine fertig geformte und für die Mechaniken gebohrte Kopfplatte.

Hach dem Anleimen der Seitenteile an den durchgehenden Hals werden die benötigten Ausfräsungen gemacht. Zudem wird der Body ergonomischer gestaltet. Hier wird – natürlich von Hand – im oberen, hinteren Teil des Bodys ein Stück weggeraspelt um den Bass besser an den Körper anzupassen. Unten sind die Fräsungen für das Batteriefach und das Elektronikfach zu sehen.

Auf dem Body der Gitarre sieht man die Ausfräsung für einen Pickup und die Bohrungen für den Hannes-Steg von Schaller. Die Löcher auf der rechten Seite sind für die Einstellknöpfe; sie sind leicht eingelassen.

Eine Volute verstärkt den Hals genau an der Stelle, an der er am dünnsten ist. Der Hals wird dadurch an der Volute dicker und somit stabiler, um den Gegendruck des Trussrods zum Saitenzug aufzunehmen. Mir gefallen die Voluten und ich empfinde sie als sehr ergonomisch.

Das Elektronikfach wird mit Kupferfolie ausgekleidet um Brummeinstreuungen durch elektromagnetische Felder zu verhindern. Der Deckel, der das Fach verschliesst, wird natürlich auch mit Kupfer überzogen. So entsteht eine gute Abschirmung.

Die Bünde werden eingepresst bzw. eingehämmert. Die Breite der Schlitze (0.52 mm) und die Bünde müssen genau zu einander passen, damit sich der Hals nich krümmt. Das äusserst präzise Einsägen der Bundschlitze wird natürlich mit einer sehr genauen Schablone gemacht. Hier zu sehen sind auch die eingeleimten Abalone-Dots.

Auf dem Foto sind die fertig polierten Bünde auf dem Griffbrett zu sehen.
Dieses Hagebuche-Griffbrett hat eine Rundung von 12 Zoll, um das Spielen ergonomischer zu gestalten. Wenn die Rundung von Hand gehobelt wird, braucht man äusserst viel Erfahrung mit dem Handhobel.

Hier werden die Seitenteile an den Hals geleimt. Zur besseren Druckverteilung werden Schablonen verwendet. Um zu Verleimen kann man Weissleime (PVAC-Leime) oder PU-Leime verwenden. Weissleime haben den Nachteil, dass sie Feuchtigkeit in die Konstruktion einbringen. PU Leime sind dafür mühsamer in der Handhabung. Alle existierenden Holzklebstoffe haften übrigens genügend gut. D.h. ihre Kohäsion und Adhäsion ist bei richtiger Verarbeitung grösser als die Kohäsion des Holzes.
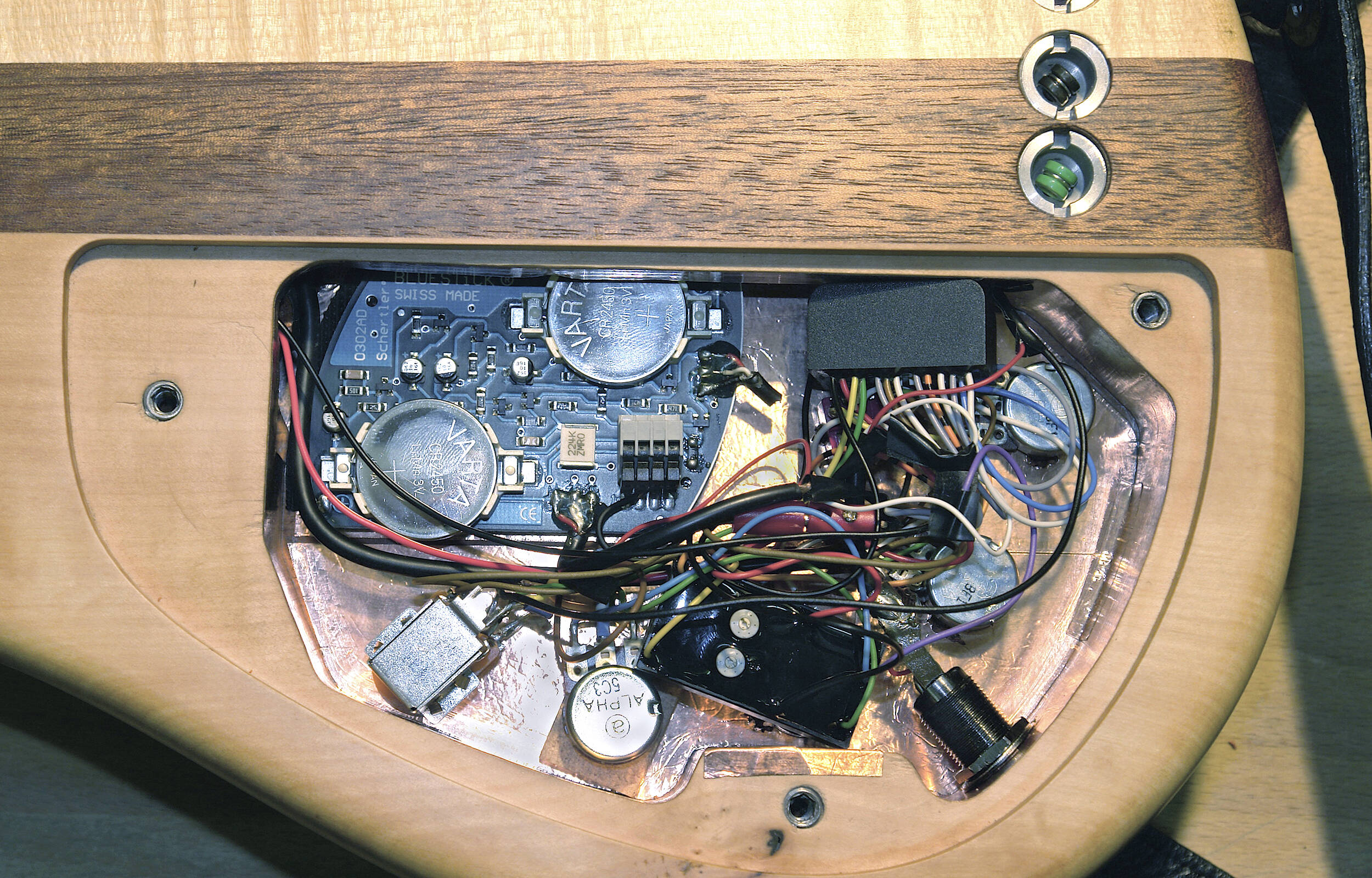
Dies ist ein Elektronikfach mit einer Schertler Bluestick Elektronik, die mit einem Bass Pickup kombiniert wurde. Oben links befindet sich die grüne Platte mit der Elektronik des Bluesticks.

Das ist das Elektronikfach einer aktiven Gitarre mit State Variable Filter (grün-weisse Platte unten). Links sichtbar ist das Push-Pull-Poti von unten.
Im Hals ist links das Batteriefach eingelassen und rechts sieht man die Befestigungsteile des Hannes-Stegs.

Dieser Gitarrenbody wurde nach der zweiten Grundierung geschliffen und vorbereitet für die Endlackierung.
Als Lack für Hochglanzlackierungen verwende ich ausschliesslich 2K PU-Lacke (auch DD-Lacke genannt). Sie werden nicht spröde wie die Nitrolacke und haben auch nach Jahren keine feinen Risse. Die chemische Beständigkeit, die Abriebfestigkeit und die Polierbarkeit sind ausgezeichnet. Zudem sind sie umweltneutraler als Nitrolack, da sie weniger Verdünner (VOC) enthalten.

Ein hohler Body vor dem Lackieren. Das rötliche Cocobolo Griffbrett sieht gut aus. Es kann sich aber zusammen mit Schweiss stark verfärben. Das Lackieren des Griffbretts ist bei heiklen Hölzern – wie diesem – und natürlich bei allen hellen Hölzern ratsam.

Bei diesem Fretlessbass wurde der Ort der Bünde auf dem Griffbrett mit dem gleichen Holz in Querrichtung markiert.

Das Elektronikfach wird vorgebohrt, damit das Ausfräsen einfacher wird. Holzarten: Ahorn, Nussbaum.

Holz für Bässe und Gitarren
Viele einheimische Laubhölzer können für E-Gitarren und
E-Bässe verwendet werden. Z.B. Ahorn, Nussbaum, Birnbaum, Esche, Elsbeer, Birke, Erle, Linde, Eiche (schwer) und Buche (wird gern krumm). Für Griffbretter können Ahorn, Hagebuche, Platane und andere harte Hölzer verwendet werden.
Viele Zug und Druckversuche an verschiedensten Holzstücken haben mir gezeigt, dass Laubhölzer in der Richtung der Jahrringe und rechtwinklig dazu – also radial – die gleiche Festigkeit gegen Durchbiegung haben. Es ist also für die Stabilität eines Halses egal, ob man stehende oder liegende Jahrringe hat. Optisch gibt es natürlich Unterschiede. Den Hals aus drei oder fünf Streifen zu verleimen bringt Vorteile in Bezug auf das Verziehen. Allerdings müssen die Klebefugen wirklich perfekt passen.
Zum Begriff Tonholz gäbe es noch vieles zu sagen. Kurz gesagt: Wenn man aus einem Baustoff ein teures, begehrtes Material machen will, nennt man es am besten Tonholz.